數控H63臥式加工中心廠家精準定位穩定性增高
作者:加工中心廠家人氣:
發表時間:2018-06-21
數控H63臥式加工中心廠家精準定位穩定性增高
數控H63臥式加工中心廠家工作臺采用4個定位錐塊作精準定位,配合錐塊面的吹氣與油壓拉桿,使工作臺的剛性與精度保持高穩定性??蛇x配高效率的自動交換工作臺,工作臺定位精度1度或0.001度(選配)。數控H63臥式加工中心廠家本機床為四軸三聯動精密臥式加工中心,可擴展為四聯動,機床為高精度、高效率、高柔性機床。機床可配置六工位托盤的工件自動交換裝置(即:APC),可進行長時間無人看管運行的混流加工(即柔性加工單元),機床在工件一次裝夾后,可完成銑、鉆、鏜、鉸、攻絲和輪廓的粗、精加工,機床標準配置兩工位托盤可配制六工位托盤。標準配置刀庫容量為40位、可配置80位。數控H63臥式加工中心廠家采用直線滾動導軌,具有運動平穩、靈活、剛度好、承載能力強,使用壽命長等特點。
數控H63臥式加工中心廠家操作前檢查萬能升降臺銑床各部位手柄是否正常,按規定加注潤滑油,并低速試運轉1~2分鐘,方能操作。工作前應穿好工作服,女工要戴工作帽,操作時嚴禁戴手套。裝夾工件要穩固。裝卸、對刀、測量、變速、緊固心軸及清潔機床,都必須在萬能升降臺銑床停穩后進行。

H63臥式加工中心廠家
數控H63臥式加工中心廠家的工作臺上禁止放置工量具、工件及其它雜物。開車時,應檢查工件和銑刀相互位置是否恰當。萬能升降臺銑床自動走刀時,手把與絲扣要脫開;工作臺不能走到兩個極限位置,限位塊應安置牢固。工作臺與升降臺移動前,必須將固定螺絲松開;不移動時,將螺母擰緊。刀桿、拉桿、夾頭和刀具要在開機前裝好并擰緊,不得利用主軸動轉來幫助裝卸。
數控H63臥式加工中心廠家加工程序編制初步:
1.識圖:了解圖樣的技術要求、技術條件,如尺寸、偏差、形位公差、材料及其切削性能等。
2.制定工藝:根據圖樣特點,制訂加工工序,如機床類型、夾具、量具、刀具,及加工部位的先后順序。
3.選定坐標系:遵循基準統一原則,優先選擇設計基準為編程原點;其次考慮基準重合原則,可采用裝配基準、裝夾定位基準為編程原點。一般情況,可選擇圖形已知點、圖形中心、模具中心,配合增量編程、坐標變換,既便于對刀、又便于編程、更利于保證加工質量。
4.對圖樣進行處理:首先是補充進、退刀引線、刀具補償線及安全下刀點;其次是對工件輪廓圖形進行必要的補充,對圖形作補充一般只有開放輪廓或半開放輪廓才需要。
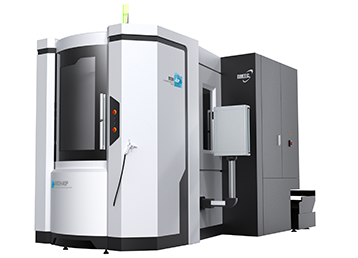
63臥式加工中心精度定位細節圖
數控H63臥式加工中心廠家的床身與底座相連,升降臺由裝在底座上的垂直絲杠帶動,沿床身垂直導軌(見機床導軌)升降(見圖)。滑鞍可沿升降臺上的導軌作橫向進給。機床有兩層工作臺,下工作臺裝于滑鞍之上,能在水平面內正負45°范圍內回轉一定角度。上工作臺供安裝工件之用,可沿下工作臺導軌作縱向進給。數控H63臥式加工中心廠家床身頂部有一可伸縮的懸梁,用以支承主軸。工作臺上安裝萬能分度頭后可對工件進行分度和銑螺旋槽等。山東威力重工臥式加工中心,立式加工中心,高速加工中心,四軸加工中心等加工中心型號供您選擇:0632-5850029 18306370898(同微信)
本文由加工中心廠家整理,轉載請注明來自:knd-life.com